
Scope of Agitator in CBG) Plant
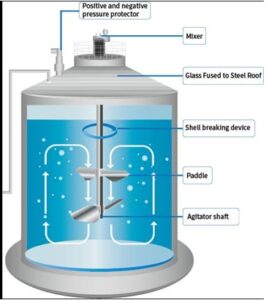
- An agitator (mixer) is one of the most important components in the anaerobic digester of a Compressed Biogas (CBG) plant.
- Its primary function is to ensure homogeneous mixing of the feedstock, microorganisms, nutrients, and heat, thereby improving digestion efficiency and biogas production.
- For fibrous biomass such as Napier grass, maize silage, sugarcane trash, and agricultural residues, an efficient agitation system is essential.
-
Digestor Technologies
-
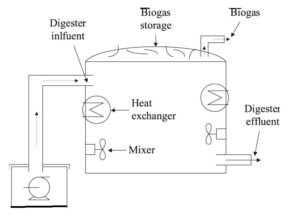
- CSTR (Continuous Stirred TankReactor): A wet type digestor widely used for Press Mud Cake PMC) based plants.
- Sprinkler Digestor (Semi-wet):Sprinkling digestate removes the need for an agitator, commonly used for poultry waste, agri-waste,and cow dung
Functions of an Agitator
| Function | Benefit |
|---|---|
| Homogeneous mixing | Uniform distribution of biomass and microorganisms |
| Prevents sedimentation | Reduces accumulation of heavy solids at the digester bottom |
| Prevents floating scum | Breaks floating fibrous layers and foam formation |
| Uniform temperature | Eliminates hot and cold zones in the digester |
| Enhances mass transfer | Improves contact between microbes and substrate |
| Improves methane yield | Increases digestion efficiency and biogas production |
| Prevents dead zones | Ensures the entire digester volume remains active |
| Reduces sludge accumulation | Extends digester operating life |
| Maintains stable pH | Prevents localized acidification |
Importance for Napier Grass CBG Plants
Napier grass contains long fibrous particles that tend to:
- Float and form thick scum layers
- Wrap around equipment
- Settle if not adequately suspended
- Cause non-uniform digestion
A properly designed agitator helps to:
- Keep fibers suspended
- Break floating mats
- Improve hydrolysis
- Increase volatile solids destruction
- Enhance methane production
Benefits of Proper Mixing
| Parameter | Without Mixing | With Proper Mixing |
|---|---|---|
| Gas production | Low | High |
| Methane content | Moderate | Higher |
| Digestion time | Longer | Shorter |
| Heat distribution | Poor | Uniform |
| Sedimentation | High | Minimal |
| Scum formation | Severe | Controlled |
| Reactor efficiency | Low | High |
Types of Agitators Used in CBG Plants
| Agitator Type | Application | Suitability |
|---|---|---|
| Top-entry mechanical mixer | Large CSTR digesters | Excellent |
| Side-entry mixer | Large digesters | Excellent |
| Submersible mixer | Medium-sized digesters | Very Good |
| Gas recirculation mixer | Energy-efficient mixing | Good |
| Pump recirculation | Slurry circulation | Good |
| Hydraulic jet mixing | Large digesters | Good |

Selection Criteria
Consider the following factors:
- Digester volume
- Feedstock type (Napier grass, cattle dung, press mud, etc.)
- Total solids (TS)
- Fiber content
- Operating temperature
- Digester geometry
- Required mixing intensity
- Power consumption
- Ease of maintenance

Design Parameters
| Parameter | Typical Value |
|---|---|
| Digester type | CSTR |
| Total solids | 8–12% |
| Mixing duration | Continuous or 10–20 minutes every hour |
| Tip speed | 2–5 m/s |
| Power requirement | 5–10 W/m³ of digester volume |
| Mixing pattern | Axial flow preferred |
| Rotation speed | 20–80 rpm (large propeller mixers) |
Agitator Design Considerations
For fibrous biomass:
- Use large-diameter, slow-speed propellers to reduce fiber entanglement.
- Avoid high-speed impellers that can damage microbial flocs and increase power consumption.
- Ensure complete coverage of the digester to eliminate dead zones.
- Install multiple mixers in large digesters (>5,000 m³).
Power Requirement
A commonly used estimate is:
P=V×Ps
Where:
- P = Mixing power (W)
- V = Digester volume (m³)
- Pₛ = Specific mixing power (5–8 W/m³)
Example
Power = Volume x Mixing Power
For a digester volume of 8,000 m³:
- Mixing power = 6 W/m³
P = 8000 x 6 = 48,000 W
Required agitator power ≈ 48 kW
This may be provided by:
- 2 × 24 kW mixers, or
- 3 × 16 kW mixers
The exact selection should be verified using computational fluid dynamics (CFD) or mixing simulations.

Common Operational Problems
| Problem | Cause | Solution |
|---|---|---|
| Floating scum | Insufficient mixing | Increase mixing intensity or frequency |
| Sedimentation | Low flow velocity | Improve impeller design |
| Dead zones | Poor mixer placement | Reposition or add mixers |
| High power consumption | Oversized mixer | Optimize impeller and operating schedule |
| Fiber wrapping | High-speed impeller | Use slow-speed, anti-clog designs |
Mixing Requirements
Typical design values:
| Parameter | Typical Value |
|---|---|
| Mixing speed | 10–40 rpm |
| Tip speed | 2–4 m/s |
| Mixing power | 5–8 W/m³ |
| Mixing duration | Continuous or intermittent (10–20 min/hour) |
| Digester solids | 8–12% TS |
Recent Trends
Modern CBG plants increasingly use:
- Variable Frequency Drives (VFDs) for adjustable mixing speeds
- CFD-based optimization of mixer location and impeller design
- Intermittent mixing strategies to reduce energy use while maintaining process stability
- Automated control based on gas production, torque, or digester conditions
CFD in Agitator Design
- Computational Fluid Dynamics (CFD) has become an important engineering tool for the design, optimization, and scale-up of agitators in anaerobic digesters used in Bio-CNG (CBG) plants.
- Since feedstocks such as Napier grass, maize silage, press mud, cattle dung, poultry litter, and food waste exhibit complex non-Newtonian flow behavior, CFD helps engineers understand slurry movement, solids suspension, and mixing efficiency before constructing the digester.
- For large commercial digesters (3,000–20,000 m³), CFD can significantly reduce design uncertainty, improve methane production, and lower operating costs.
- Computational Fluid Dynamics (CFD) can optimize:
-
- Impeller size
- Impeller position
- Number of mixers
- Flow circulation
- Dead zone identification
- Shear rate
- Power consumption
- Solids suspension
- Mixing time
- CFD is particularly valuable for large digesters (>3,000 m³) and fibrous feedstocks like Napier grass, where poor mixing can significantly reduce gas production
Applications of CFD in Bio-CNG Digesters
1. Flow Pattern Analysis
CFD predicts:
- Velocity distribution
- Circulation loops
- Turbulence intensity
- Recirculation regions
- Stagnant zones
This ensures that the entire digester volume contributes to biogas production.
2. Dead Zone Identification
Dead zones reduce effective digester volume.
CFD identifies:
- Low-velocity regions
- Areas of poor mixing
- Slurry stagnation
- Potential sediment accumulation
These findings help optimize mixer placement and orientation.
Multiphase Modeling
Anaerobic digestion involves multiple phases:
- Liquid slurry
- Fibrous biomass particles
- Biogas bubbles
- Sediments
Common CFD approaches include:
| Model | Application |
|---|---|
| Eulerian–Eulerian | High solids concentration |
| Eulerian–Lagrangian (DPM) | Particle tracking |
| Mixture model | Moderate solids content |
| Volume of Fluid (VOF) | Gas–liquid interface studies |
- CFD is a powerful tool for designing and optimizing agitators in Bio-CNG plants. For fibrous feedstocks like Napier grass, it provides insights that are difficult to obtain experimentally, including flow patterns, solids suspension, scum formation, and energy consumption.
- By integrating CFD into the digester design process, engineers can develop more efficient, reliable, and cost-effective mixing systems that improve methane production, reduce operating costs, and enhance overall plant performance.
- For commercial CBG plants (5–100 TPD), CFD is increasingly used to optimize impeller geometry, mixer placement, operating speed, and digester configuration, making it an essential component of modern anaerobic digester design.
Conclusion
- For a CBG plant processing Napier grass or other fibrous biomass, the agitator is a critical process component. An appropriately selected slow-speed mechanical mixing system:
- Maintains a homogeneous slurry,
- Prevents scum and sediment formation,
- Improves heat and mass transfer,
- Increases methane yield,
- Enhances digester stability, and
- Reduces maintenance costs.
Careful selection of the agitator type, power, and placement can significantly improve the overall performance and economics of a commercial CBG plant.